别再等待了,仅仅一分钟,就能通过我们的潜水作业-《黄南》 水下焊接标杆典范产品视频探索到无数令人心动的细节和亮点。
以下是:潜水作业-《黄南》 水下焊接标杆典范的图文介绍



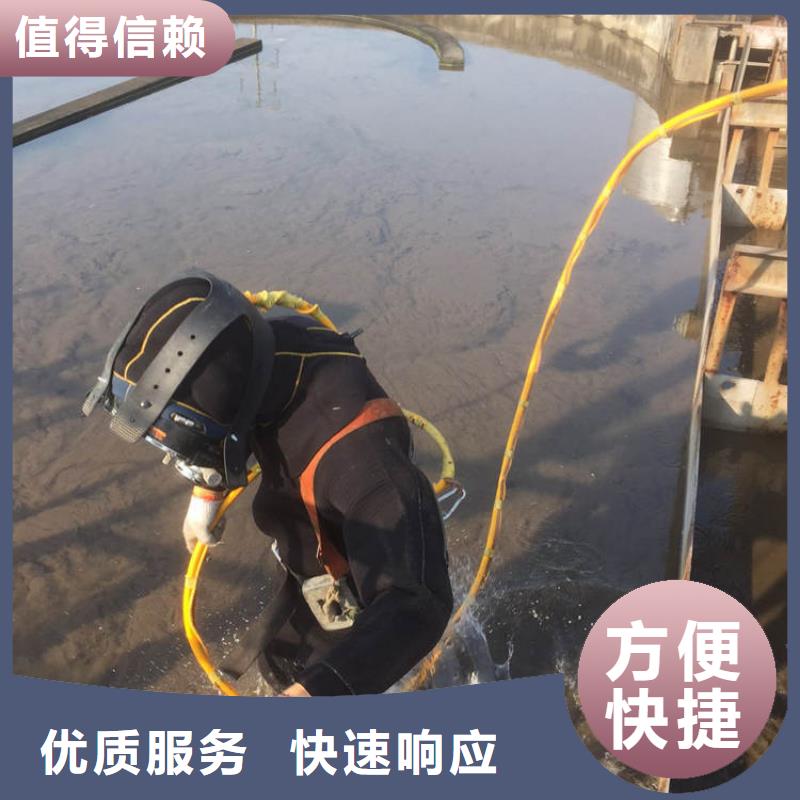
如现场为型钢,漏水含流沙,边墙塌陷,钢板焊接加固。根据现场需要,采用变径堵漏、钢板与型钢焊接、埋管引水、清理漏水基面、安装灌浆管、集中处理。 当基底面积过大时,应采用多管近点降水、高密度排水灌浆、埋多管(打n孔)、边排水边注入多种液体或混合物。 当底板出现大泉涌或管涌时,采用高压旋喷器和灌浆快速切断。 水下管道封堵管理原则:一是认真检查整个混凝土墙面的主要缺陷,如孔洞、松动等;这一步是整个堵漏的关键,要认真细致,不厌其烦的去做。仅凭这一点,就可以进行二次堵漏处理。堵塞的效果与材料密切相关,材料是堵塞技术的基本条件,起着保证作用。优良的性能和优质的材料必须体现在施工过程中。无论使用哪种材料,都必须满足堵漏技术的操作和要求。因此本项目及堵漏所选材料为:专用快凝膨胀堵漏聚合物材料,用于堵漏修补。



水下焊接与切割安全措施
1、调查作业区气象、水深、水温、流速等环境情况。当水面风力小于6级、作业点水流流速小于0. 1~0. 3m/s时,方可进行作业。
2、水下焊割前应查明被焊割件的性质和结构特点,弄清作业对象内是否存有易燃、易爆和有毒物质。对可能坠落、倒塌物体要适当固定,尤其水下切割时应特别注意,防止砸伤或损伤供气管及电缆。
3、下潜前,在水上,应对焊、割设备及工具、潜水装具,供气管和电缆、通讯联络工具等的绝缘、水密、工艺性能进行检查试验。氧气胶管要用1. 5倍工作压力的蒸汽或热水清洗,胶管内外不得粘附油脂。气管与电缆应每隔.5m捆扎牢固,以免相互绞缠。入水下潜后,应及时整理好供气管、电缆和号绳等,使其处于安全位置,以免损坏。


盛龙水下堵漏封堵切割打捞焊接作业工程有限公司服务承诺
1、在客户正常的储运、保养、使用条件下,因【黄南水下打捞公司、】产品的制造质量问题而不能正常使用时,提供三包(保修、包退、包换)服务。
2、在接到【黄南水下打捞公司、】质量信息反馈时,将在24小时内提出处理意见,并做到100小时内赶到现场处理问题,待正常运转后,再分析原因,明确责任。
3、为出厂【黄南水下打捞公司、】产品提供必要的技术文件和产品合格。
4、根据客户需求或协议及时提供备品、备件和安装、调试、维修服务及对客户有关人员进行技术培训。



水下焊接方法 水下焊接有干法、湿法和局部干法三种。 (一)干法焊接 这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。 与湿法和局部干法焊接相比,干法焊接安全性 ,但便用局限性很大,应用不普遍。 (二)局部干法焊接 局部干法是焊工在水中施焊,但人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。 由于局部干法还处于研究之中,因此使用尚不普遍。.320- (三)湿法焊接 湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。 电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的 冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。




 扫一扫
扫一扫