我们的现场实拍视频将带您走进霍邱【当地】PE燃气管-MPP电力管让客户买的放心产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:霍邱【当地】PE燃气管-MPP电力管让客户买的放心的图文介绍


霍邱PE燃气管热熔连接不需要额外管件,但对管径、管材有一定的要求,要求管道外径≥90mm或壁厚>6mm,且不同材料级别、不同壁厚、熔体质量流动速率差大于规定值的管材、管件禁止使用热熔对接。热熔焊接缺点是对接比较困难,对操作人员的技术水平要求很高,且热熔焊机体积大,重量大,搬运困难,在管沟内进行热熔连接,管沟需加宽加大。霍邱PE燃气管电熔连接方法对管径、管材没有严格要求,可连接不同材料级别及不同壁厚的管材、管件。但需要额外管件,因而增加管道造价,大口径的电熔管件造价相当高。电熔焊机一般为全自动型,操作人员出错的概率相对减小,焊接质量有很好的保证。电熔焊机体积较小,易于搬运,可在管沟沟槽内进行焊接,无须对沟槽特殊处理,施工方便。



润星电力管材有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 霍邱MPP管、产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 霍邱MPP管、产品。


燃气输配系统的主要组成部分是燃气管道。管道可按用途、敷设方式和燃气压力分类。一般指将天然气田生产的天然气输送到远方城镇用户的管道系统,其干管及支管的末端连接城市或大型工业企业,作为供应区的气源点。它在我国压力管道分类中属长输管道,GA类。城镇霍邱PE燃气管道为了安全运行,一般情况下均为埋地敷设,不允许架空敷设;当建筑物间距过小或地下管线和构筑物密集,管道埋地困难时才允许架空敷设。工厂厂区内的霍邱PE燃气管常用架空敷设,以便于管理和维修,并减少燃气泄漏的危害性。燃气管道之所以要根据输气压力来分级,是因为霍邱PE燃气管道的严密性与其他管道相比,有特别严格的要求,若有漏气可能导致火灾、爆炸、中毒或其他事故。霍邱PE燃气管道中的压力越高,管道接头脱开或管道本身出现裂缝的可能性和危险性也越大。当管道内燃气的压力不同时,对管道材质、安装质量、检验标准和运行管理的要求也不同。



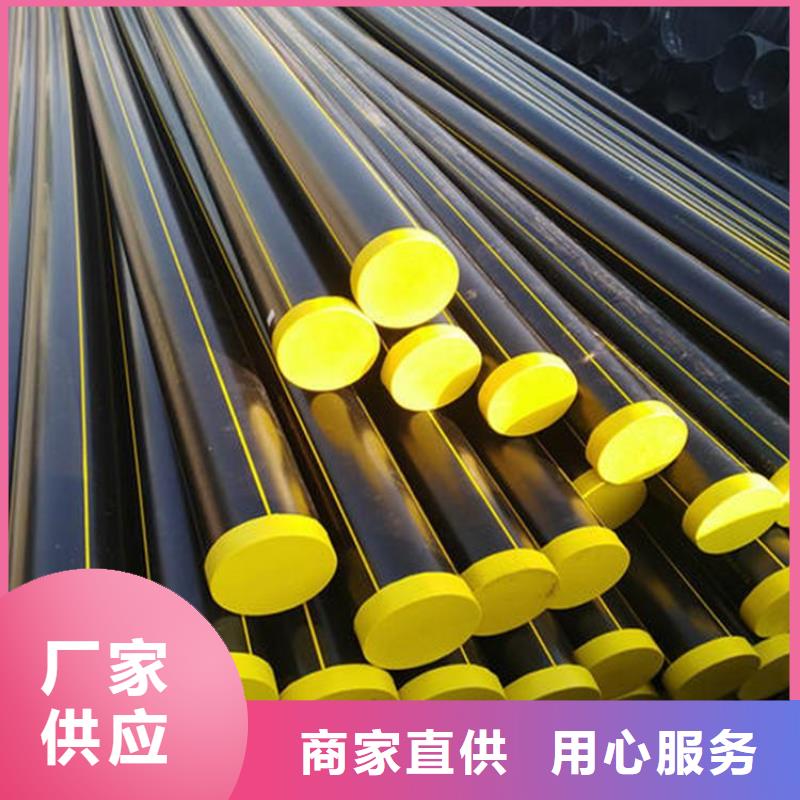
我们通常见的霍邱PE燃气管颜色是黑管上面有黄色竖条,PE给水管是黑管蓝条,为什么要标注不同的颜色呢,那肯定是为了区分两者不一样,但是有人会说除了颜色不一样其他都一样,那你就大错特错了,我们接着往下看PE燃气管因为是输送气体的,气体摩擦会造成燃烧爆炸,所以霍邱PE燃气管采用的材料里面添加有一种抗静电的材料,相对来说PE燃气管的原材料价格比PE给水管要高很多。霍邱PE燃气管对热稳定性较为敏感,PE管在较高温度下其耐压强度会降低;温度过低将导致其变脆。因此,目前PE管一般使用压力在0.1~0.4MPa。由于霍邱PE燃气管易氧化,易弯曲,对温度敏感,对于管材的存放、搬运、运输、存放期限及施工等有一定的要求。霍邱PE燃气管施工设备多,对施工设备依赖性大;对外界环境要求高,寒冷天气和大风下雨环境下不便施工,须采取保护措施。


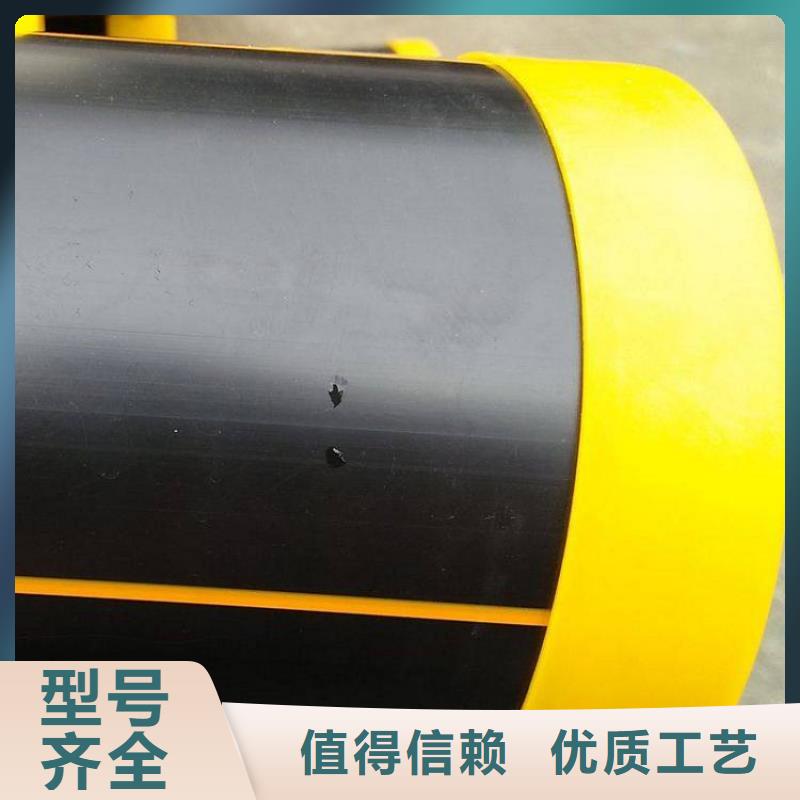
霍邱PE燃气管是按照GB/T15558.1-2015和G5+PE001.1-2008的标准要求进行生产的。PE燃气管的连接方式主要有:热熔对接、电熔连接、钢塑过渡接头连接、法兰连接等。霍邱PE燃气管材和管件的直径≥90mm,采用热熔对接或者电熔连接方法;直径≤90mm,采用电熔连接;若是与金属或其它材质的管道连接通常采用钢塑过渡接头连接或者法兰连接。霍邱PE燃气管热熔对接的操作步骤:1、调试对接焊机,把待接管材放置于焊机夹具上并夹紧;2、用刨刀铣削连接端面并清洁管材待接面,然后校直对接件,其错位量不要大于管材壁厚的10%;3、当加热板的温度达到设定温度时,把管材放入加热板中进行加热;4、霍邱PE燃气管加热完成后,在取出加热板快速启动油汞压力,使两管材加热面迅速结合,然后升压至熔接压力保压冷却。5、待冷却到规定时间后,把夹具打开,把管材从焊机上移开,连接就完成了。






 扫一扫
扫一扫