为了给您提供更全面的【池州】【当地】型材厚壁无缝钢管源头厂家量大价优产品信息,我们上传了最新的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:【池州】【当地】型材厚壁无缝钢管源头厂家量大价优的图文介绍
万方金属材料有限公司凭借高素质的管理人员及认真负责的一线工人的共同努力,打造质量过硬的 池州45#无缝钢管、产品。
近年来,公司高度重视经营模式创新和改变,积j i发展电子商务,致力于打造以生产为基础,互联网为平台,电子商务运营为主要发力点,展望未来,公司将坚定不移的实施 池州45#无缝钢管、质量品牌战略,坚持“以责任坚守品质,以诚信服务客户”的经营理念,成长为 池州45#无缝钢管、综合服务商。



池州型材Q355C角钢生产流程生产工艺流程铁水预处理——120t转炉冶炼——LF精炼——VD真空处理——连铸机——加热炉加热——轧制成型。该钢种质量等级为D级,用于型钢厂生产高级别的角钢。该钢种要求-20℃的冲击试验,要求冲击功≥34J。因此对化学成份、晶粒度、非金属夹杂物等有严格的要求。2.2.1冶炼工艺入炉铁水:S≤0.050%、P≤0.080%、Si≤0.85%。装入量115±2吨,废钢比视铁水Si含量与温度调整。实行高拉补吹操作,降低终点钢水氧化性。合金及增碳剂的回收率C、Si=85%~90%、Mn=90%~95%;使用铝块脱氧,其用量为0.2~0.4kg/t。终点压枪时间不低于60s,终渣碱度控制在R=3.0~3.5。钢水到LF炉精炼的温度控制在1550~1580℃。2.2.2连铸工艺浇铸方式:全程保护浇铸,使用铝碳套管、使用中碳钢保护渣。大包保护套管Ar气使用压力控制在0.2~0.3MPa。拉速范围:165mm×225mm:1.1~1.5m/min。工作拉速:1.2~1.4m/min。浇注过程,稳定拉速,减少拉速短时间内有大的波动,稳定生产节奏。减少浇注过程中前期低拉速,后期高拉速的现象。连铸钢坯的冷却控制,结晶器水量130m3/h,比水量0.9L/Kg。2.2.3軋制工艺型钢厂将炼钢厂冶炼的Q345D165mm×225mm规格连铸钢坯,在680车间轧制生产,连铸钢坯在加热炉中加热,轧制成L160×14mm规格的等边角钢。连铸钢坯加热时间保证3小时以上但不应超过4小时,各段温度按常规工艺要求执行,开轧时核查连铸钢坯温,必须保证开轧温度在1050℃(或1080℃),钢坯坯阴阳面温差应小于30℃。



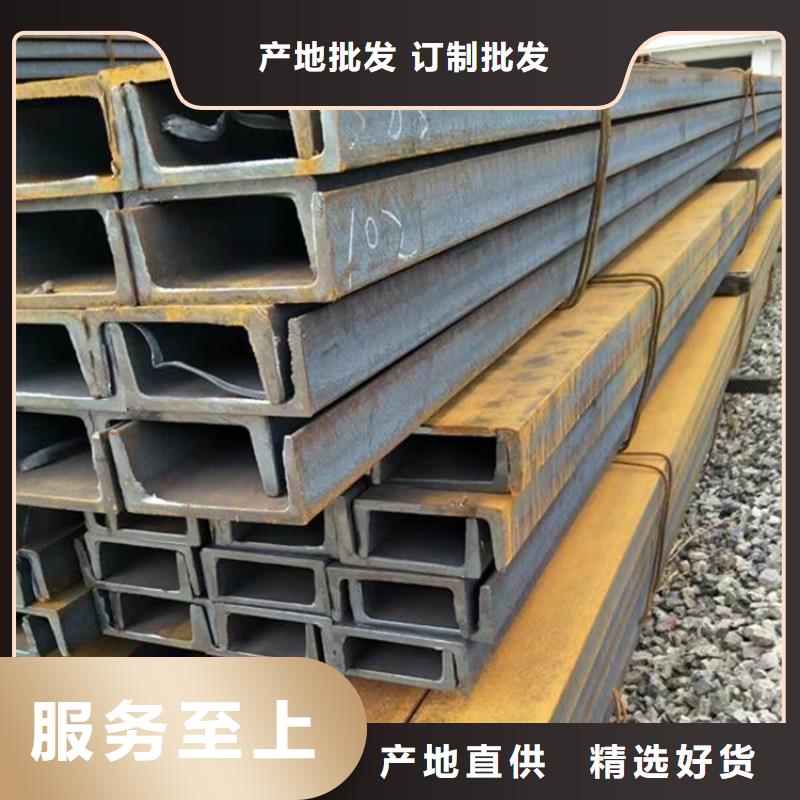
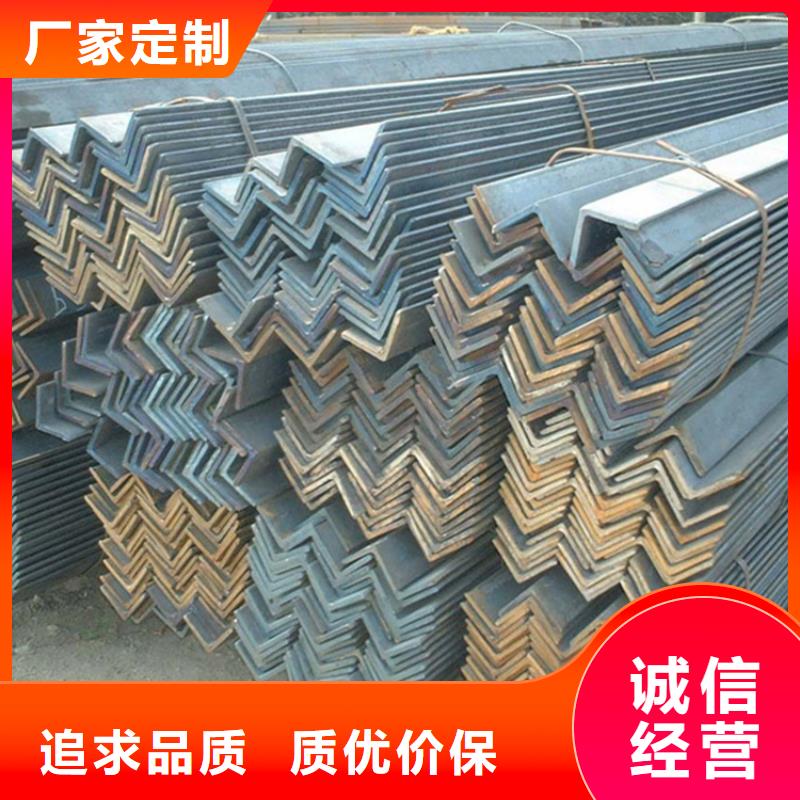
池州型材Q235角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∠30×30×3”,即表示边宽为30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∠3#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。


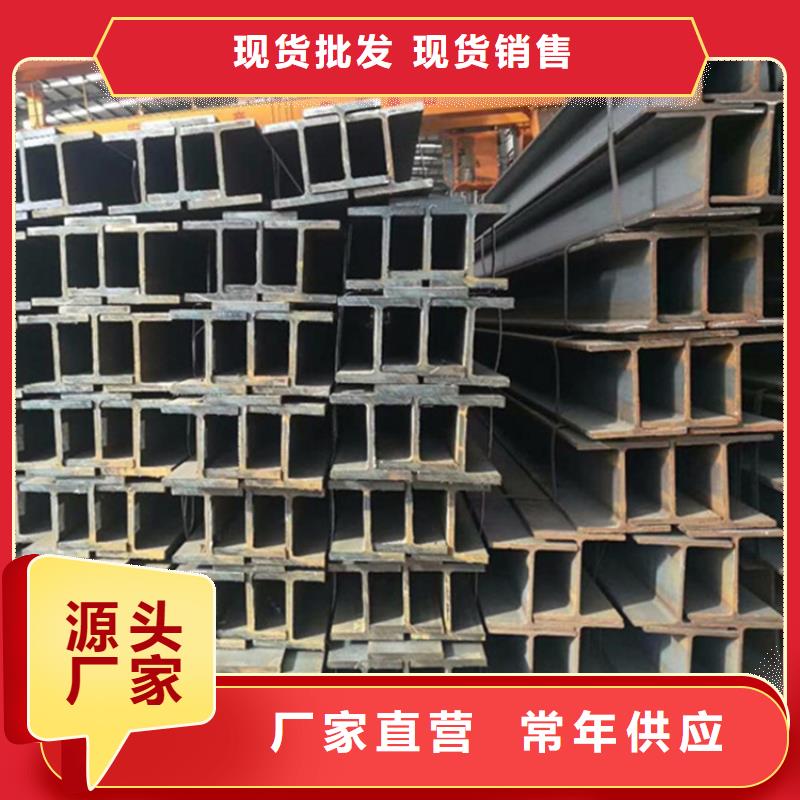
池州型材H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状(图2d)。






 扫一扫
扫一扫